AL型号

这是一种结构简单的卡箍式联轴器,仅在两个轮毂之间夹入缓冲橡胶(丁腈橡胶),轮毂采用铝合金材质,重量轻。此外,安装到轴上时,只需将直尺对准轮毂外周即可轻松完成对中。由于结构简单,价格低廉也是其魅力之一。
【规格】
| 型号 | 扭矩 | 允许误差 | "最高转速[min⁻¹]" | "惯性矩[kg·m²]" | "质量[kg]" | "下孔件价格[日元]" | |||
|---|---|---|---|---|---|---|---|---|---|
| "常用[N·m]" | "最大[N·m]" | "偏心[mm]" | "偏角[°]" | "轴向[mm]" | |||||
| AL-035 | 0.5 | 1.5 | 0.1 | 0.5 | 0.3 | 18000 | 0.38×10⁻⁶ | 0.01 | 1,090 |
| AL-050 | 1.5 | 4.5 | 0.2 | 1 | ±0.5 | 12000 | 5.10×10⁻⁶ | 0.06 | 1,200 |
| AL-070 | 3 | 9 | 9000 | 1.79×10⁻⁵ | 0.12 | 1,350 | |||
| AL-075 | 5 | 15 | 7000 | 5.36×10⁻⁵ | 0.21 | 1,780 | |||
| AL-090 | 8 | 24 | 0.3 | 6000 | 1.15×10⁻⁴ | 0.31 | 2,190 | ||
| AL-095 | 10 | 30 | 1.40×10⁻⁴ | 0.36 | 2,890 | ||||
| AL-100 | 25 | 75 | ±0.7 | 5000 | 4.34×10⁻⁴ | 0.78 | 5,630 | ||
| AL-110 | 50 | 150 | 4000 | 1.43×10⁻³ | 1.56 | 9,770 | |||
- 最高转速未考虑动平衡及安装误差。
- 惯性矩和质量均为下孔时的数值。
【尺寸】
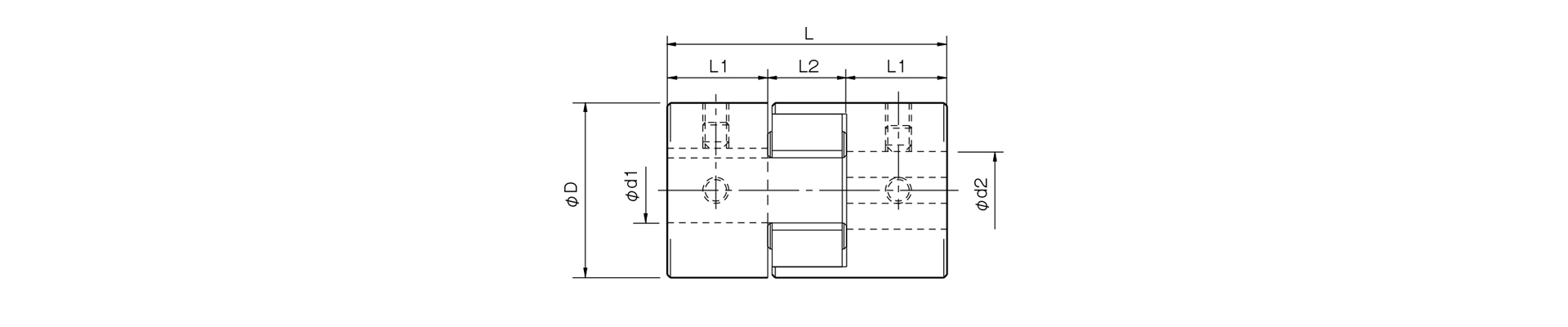
单位 [mm]
| 型号 | d1・d2 | D | L | L1 | L2 | CAD文件编号 | ||
|---|---|---|---|---|---|---|---|---|
| 底孔 | 最小 | 最大 | ||||||
| AL-035 | 4 | 4 | 8 | 16.1 | 20.5 | 6.5 | 7.5^*1 | AL0 |
| AL-050 | 5 | 6 | 16 | 27 | 43.2 | 15.5 | 12.2 | AL1 |
| AL-070 | 20 | 35 | 49.2 | 18.5 | AL2 | |||
| AL-075 | 7 | 26 | 45 | 54.4 | 21.0 | 12.4 | AL3 | |
| AL-090 | 9 | 28 | 54 | 55.0 | 13.0 | AL4 | ||
| AL-095 | 55 | 61.0 | 24.0 | AL5 | ||||
| AL-100 | 11 | 36 | 66 | 88.0 | 35.0 | 18.0 | AL6 | |
| AL-110 | 8 | 48 | 85 | 110.0 | 44.0 | 22.0 | AL7 | |
- “预钻孔”是指中心定位加工。d1和d2的最小值与最大值,是根据本公司标准孔加工规格确定的数值。
- *1的数值是在蜘蛛单体厚度基础上预留了1毫米间隙所得。
【标准孔加工规格】
单位 [mm]
| 对应JIS旧标准2类 JIS B 1301 1959 | 符合JIS新标准 H9 JIS B 1301 1996 | JIS 新标准 JS9 JIS B 1301 1996 对应 | 电机规格 符合 JIS C 4210 2001 | ||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 孔径公称值 | 孔径(d1・d2) | 键槽宽度(W1・W2) | 键槽高度(T1・T2) | 定位螺钉孔(M) | 公称孔径 | 孔径(d1・d2) | 键槽宽度(W1・W2) | 键槽高度(T1・T2) | 定位螺钉孔(M) | 公称孔径 | 孔径(d1・d2) | 键槽宽度(W1・W2) | 键槽高度(T1・T2) | 定位螺钉孔(M) | 公称孔径 | 孔径(d1・d2) | 键槽宽度(W1・W2) | 键槽高度(T1・T2) | 定位螺钉孔(M) |
| 公称孔径 | 公差H7、H8 | 公差E9 | ― | 公称孔径 | 公差H7 | 公差H9 | ― | 公称孔径 | 公差H7 | 公差JS9 | ― | 公称孔径 | 公差G7、F7 | 公差H9 | ― | ||||
| 6 | 6+0.0180 | ― | ― | 2-M4 | ― | ― | ― | ― | ― | ― | ― | ― | ― | ― | ― | ― | ― | ― | ― |
| 7 | 7+0.0220 | ||||||||||||||||||
| 8 | 8+0.0220 | ||||||||||||||||||
| 9 | 9+0.0220 | ||||||||||||||||||
| 10 | 10+0.0220 | ||||||||||||||||||
| 11 | 11+0.0180 | ||||||||||||||||||
| 12 | 12+0.0180 | 4+0.050+0.020 | 13.5+0.30 | 12H | 12+0.0180 | 4+0.0300 | 13.8+0.30 | 2-M4 | 12J | 12+0.0180 | 4±0.0150 | 13.8+0.30 | 2-M4 | ||||||
| 14 | 14+0.0180 | 5+0.050+0.020 | 16.0+0.30 | 14H | 14+0.0180 | 5+0.0300 | 16.3+0.30 | 14J | 14+0.0180 | 5±0.0150 | 16.3+0.30 | 14N | 14+0.024+0.006 | 5+0.0300 | 16.3+0.30 | 2-M4 | |||
| 15 | 15+0.0180 | 17.0+0.30 | 15H | 15+0.0180 | 17.3+0.30 | 15J | 15+0.0180 | 17.3+0.30 | ― | ― | ― | ― | ― | ||||||
| 16 | 16+0.0180 | 18.0+0.30 | 16H | 16+0.0180 | 18.3+0.30 | 16J | 16+0.0180 | 18.3+0.30 | |||||||||||
| 17 | 17+0.0180 | 19.0+0.30 | 17H | 17+0.0180 | 19.3+0.30 | 17J | 17+0.0180 | 19.3+0.30 | |||||||||||
| 18 | 18+0.0180 | 20.0+0.30 | 18H | 18+0.0180 | 6+0.0300 | 20.8+0.30 | 2-M5 | 18J | 18+0.0180 | 6±0.0150 | 20.8+0.30 | 2-M5 | |||||||
| 19 | 19+0.0210 | 21.0+0.30 | 19H | 19+0.0210 | 21.8+0.30 | 19J | 19+0.0210 | 21.8+0.30 | 19N | 19+0.028+0.007 | 6+0.0300 | 21.8+0.30 | 2-M5 | ||||||
| 20 | 20+0.0210 | 22.0+0.30 | 20H | 20+0.0210 | 22.8+0.30 | 20J | 20+0.0210 | 22.8+0.30 | ― | ― | ― | ― | ― | ||||||
| 22 | 22+0.0210 | 7+0.061+0.025 | 25.0+0.30 | 2-M6 | 22H | 22+0.0210 | 24.8+0.30 | 22J | 22+0.0210 | 24.8+0.30 | |||||||||
| 24 | 24+0.0210 | 27.0+0.30 | 24H | 24+0.0210 | 8+0.0360 | 27.3+0.30 | 2-M6 | 24J | 24+0.0210 | 8±0.0180 | 27.3+0.30 | 2-M6 | 24N | 24+0.028+0.007 | 8+0.0360 | 27.3+0.30 | 2-M6 | ||
| 25 | 25+0.0210 | 28.0+0.30 | 25H | 25+0.0210 | 28.3+0.30 | 25J | 25+0.0210 | 28.3+0.30 | ― | ― | ― | ― | ― | ||||||
| 28 | 28+0.0210 | 31.0+0.30 | 28H | 28+0.0210 | 31.3+0.30 | 28J | 28+0.0210 | 31.3+0.30 | 28N | 28+0.028+0.007 | 8+0.0360 | 31.3+0.30 | 2-M6 | ||||||
| 30 | 30+0.0210 | 33.0+0.30 | 30H | 30+0.0210 | 33.3+0.30 | 30J | 30+0.0210 | 33.3+0.30 | ― | ― | ― | ― | ― | ||||||
| 32 | 32+0.0250 | 10+0.061+0.025 | 35.5+0.30 | 2-M8 | 32H | 32+0.0250 | 10+0.0360 | 35.3+0.30 | 2-M8 | 32J | 32+0.0250 | 10±0.0180 | 35.3+0.30 | 2-M8 | |||||
| 35 | 35+0.0250 | 38.5+0.30 | 35H | 35+0.0250 | 38.3+0.30 | 35J | 35+0.0250 | 38.3+0.30 | |||||||||||
| 38 | 38+0.0250 | 41.5+0.30 | 38H | 38+0.0250 | 41.3+0.30 | 38J | 38+0.0250 | 41.3+0.30 | 38N | 38+0.050+0.025 | 10+0.0360 | 41.3+0.30 | 2-M8 | ||||||
| 40 | 40+0.0250 | 43.5+0.30 | 40H | 40+0.0250 | 12+0.0430 | 43.3+0.30 | 40J | 40+0.0250 | 12±0.0215 | 43.3+0.30 | ― | ― | ― | ― | ― | ||||
| 42 | 42+0.0250 | 12+0.075+0.032 | 45.5+0.30 | 42H | 42+0.0250 | 45.3+0.30 | 42J | 42+0.0250 | 45.3+0.30 | 42N | 42+0.050+0.025 | 12+0.0430 | 45.3+0.30 | 2-M8 | |||||
| 45 | 45+0.0250 | 48.5+0.30 | 45H | 45+0.0250 | 14+0.0430 | 48.8+0.30 | 2-M10 | 45J | 45+0.0250 | 14±0.0215 | 48.8+0.30 | 2-M10 | ― | ― | ― | ― | ― | ||
| 48 | 48+0.0250 | 51.5+0.30 | 48H | 48+0.0250 | 51.8+0.30 | 48J | 48+0.0250 | 51.8+0.30 | 48N | 48+0.050+0.025 | 14+0.0430 | 51.8+0.30 | 2-M10 | ||||||
- φ11及以下的规格,其内容均与JIS旧标准栏中的内容相同。
- 对于AL-035,无论孔径大小,公差均为+0.05+0,定位螺钉规格为M3。
- 固定螺钉和键槽的位置不在同一平面上。
- 固定螺丝随产品附带。
- 键槽加工的位置精度通过目视检查确定。
- 如需了解键槽在各轮毂上的定位精度,请联系我们。
- 关于除上述以外的孔加工规格尺寸,请参阅技术资料。

【固定螺丝的位置】
单位 [mm]
| 型号 | 距端面的位置[mm] |
|---|---|
| AL-035 | 3.5 |
| AL-050 | 7.5 |
| AL-070 | 9 |
| AL-075 | 10 |
| AL-090 | 12 |
| AL-095 | |
| AL-100 | |
| AL-110 | 15 |