
























カップリングQ&A
カップリングについての疑問を一挙解決!
カップリングについての技術用語やよくある技術的質問を掲載しています。
その他のよくある質問についてはこちらをご覧ください。
質問が見つからない場合は、お手数ですが「お問い合わせフォーム」からお問い合わせください。
目次
- Q. カップリングの種類について教えて下さい
- Q. 取り付け誤差について教えてください
- Q. 共振とは何ですか?
- Q. ねじりばね定数について教えてください
- Q. 慣性モーメントについて教えてください
- Q. 常用トルクと最大トルクと許容トルクとは何ですか
- Q. バランスについて教えてください
- Q. カップリングの使用温度について教えてください
- Q. 取り付け誤差によるカップリングの伝達効率の低下はありますか
- Q. カップリングの角速度変化ってなんですか
- Q. 角速度変化を抑えるためにはどうすればいいですか?
- Q. 電気絶縁性が高いカップリングはありますか
- Q. クリーンルームで使えるカップリングはありますか
- Q. 最小穴径と下穴の違いを教えてください
- Q. 最高回転数はどのように決めていますか?
- Q. トルクとは何ですか?(単位の意味は?)
- Q. 規定の締付トルクでボルトを締めないとどうなりますか?
- Q. カタログの仕様以上で使用した場合どうなりますか?
- Q. カップリングと軸との結合方法はどのようなものがありますか?
- Q. バックラッシとねじり遅れの違いはなんですか?
- Q. キーの加工公差にはどのようなものがありますか?
- Q. カップリングの最大取り付け誤差以上で使用するとどうなりますか?
- カップリングの種類について教えて下さい
-
動力を伝達するために、軸と軸を結合するカップリングは、2軸の相対位置や取り付け誤差
(偏心、偏角、軸方向変位)の吸収方法、たわみ材の有無ならびに種類によって分類されます。
固定カップリング:取り付け誤差はとれないが安価。反力が大きく低速回転むき。
たわみカップリング:軸心間の取り付け誤差を吸収できます。
たわみカップリングのなかでも歯車、チェーン、金属ばね、ゴムなどがあります。当社ではたわみ軸継ぎ手を主に扱っています。
また、用途によっても種類を変える必要があります。例えば駆動機がエンジンなどの場合は振動吸収性の良いゴム、プラスチックの物が使用され、サーボモータなどの精密機械においてはねじり剛性の硬い金属製が使われます。
→ より詳しい種類については「カップリングの種類と特長」をご覧ください。
- 取り付け誤差(ミスアライメント)について教えてください
-
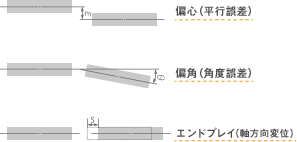
カップリングの取付誤差は、3つに分かれます。
①偏心:軸と軸との心が合わず、軸と軸との中心線がずれている状態です。
②偏角:軸と軸との中心線がある角度を持ってずれて(曲がって)いる状態です。
③軸方向変位:軸と軸との中心線は合っていますが、軸方向に動く状態です。
- 共振とは何ですか?
-
個々の物が持っている固有振動数に、外部からその固有振動数と同じ周波数で振動を与えると、その物が、与えた振動よりさらに大きく振動します。この現象を共振と呼びます。
つまり固有振動数と加振周波数とが一致したときに起こり、カップリングの共振の場合回転方向に振動が起こるため、ねじり振動による共振と言います。
(モータは回転むらが少なく、発生するねじり振動が小さいため、共振現象はあまり問題になりません。ステッピングモータの場合たまに共振現象が起こります)
固有振動数とはその物の持っている固有のもので振動数は変化しません、しかし加振周波数はエンジン回転と比例して変化します。
よってある回転数で固有振動数と加振周波数とが重なるところで共振が起こるわけです。
したがってその物の固有振動数を知ることも重要になり、当社のエンジン用カップリングではカタログに固有振動数を求めるための簡易計算式が載っています。
ちなみに人間の固有振動数は2~3Hzと言われています。
共振状態では、振動する振幅(振れ量)が増幅され、通常では考えられない程大きくなります。
タイヤのバランスが狂った車で高速道路を走っている時、あるスピードで振動が大きくなるが、そのスピード以上になると振動が小さくなるような経験はありませんか。振動が大きくなったところが共振点でありこの時のスピードが共振スピードであり共振回転です。

- ねじりばね定数について教えてください
-
まずコイルスプリングを使用したばね定数を考えて見ましょう。天井からコイルスプリングを吊るしたとき、何も重りをつけず、自然に垂れ下がっている状態をA:m とします。ここでW:N の荷重(重り)をつけて吊るすと、コイルスプリングはBm になりました。
ばね定数とは、どのくらいの荷重をかけたときにどのくらいスプリングが伸びるかという単位です。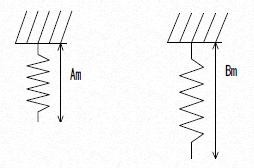
ばね定数 = W N÷(B:m-A:m)
という公式で表し、単位はN/m となります。
ねじりばね定数とは、今まで直線で考えたものを回転方向に置き換えたものです。ある物を、ある力で回転方向にねじったときの力とねじり角の関係をねじりばね定数といいます。
たとえば、あるカップリングにC Nm のトルクを与えたとき、カップリングがその力を受けてD degねじれたときのねじりばね定数は、
ねじりばね定数= C Nm / D deg で表し、
単位はNm/deg となります。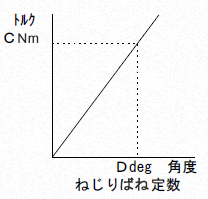
当社のカタログにはねじりばね定数の単位が何種類か載っています。
一般的にねじりばね定数の単位はNm/radが使用されています。 rad(ラジアン)は角度を表す単位で 1rad=180/π deg=57.3deg です。
カップリングでは一般的に、ゴムカップリングのように回転方向に柔らかいものは、ねじりばね定数は低く、金属板ばねカップリングのように回転方向に硬いもののねじりばね定数は高くなります。
- 慣性モーメントについて教えてください
-
例えばピンポン玉とピンポン玉と同じ大きさの鉄球をある速度まで転がすことを考えます。
ピンポン玉は軽い力で転がり出します、しかし鉄球を動かすのには、ピンポン玉より力が必要です。
逆にある速度で転がっているピンポン玉と鉄球とでは自然に停止するまで、鉄球の方がはるかに時間と距離が必要です。これを強引に停止させようとすると、鉄球の方が力が必要になります。
このように、物体をある速度まで動かすときの動かし易さ、物体をある速度から停止させようとしたときにどのくらい力が残っているかを慣性と呼び表します。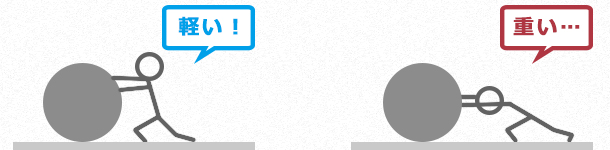
慣性モーメントは、物体を回転させた時に生ずる慣性で、回転のし易さ、止まり易さ、回転中の力のかけ方等を知る重要な単位です。 慣性モーメントは回転体の中心からどのような形状で回転するかによって、計算式が異なります。
単位は「Kg・m2」で表します。
なぜ慣性モーメントを知る必要があるかというと、例えば当社のSFS(金属板ばねカップリング)などはサーボモータに使用するのにその位置決め精度を上げています。しかし、慣性モーメントが大きくなると、起動、停止時の動きが応答が悪くなり、位置決め精度に影響がでてしまいます。
→ 慣性モーメントの計算式は「慣性モーメントJ 計算式一覧」をご覧ください。
→ 慣性モーメントを知りたい場合は「 慣性モーメントJ 早見表」をご覧ください。
- 常用トルクと最大トルクと許容トルクとは何ですか
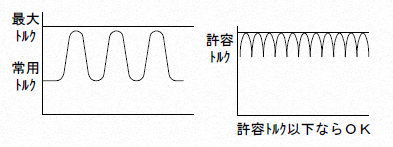
- 当社では2通りあります。ひとつは、基準となるトルク(常用トルク)を決定し、その約2倍のトルクを最大トルクとし、最大トルクは数十回/日程度で使用することを前提とするもの。
もう一つは、金属板ばねカップリングのように許容できる最大トルクを決め、それ以下のトルクで使用することを前提とするものです。
これらの違いはカップリングの構造、種類により使い分けています。一般的に金属板ばねカップリングは許容トルクといった表示を採用しています。
金属板ばねはサーボモータとの結合が多く、サーボモータは常用トルクに対して約3倍以上の最大トルクが出ます。
また高頻度の起動、停止がありカップリングにおいてはこれらの最大トルクを許容できるものでなければなりません。
よってカップリングの許容トルクより選定すれば良いことになります。
一方、汎用モータやエンジンにおいては一般的に常用トルクで使用され、1 日数十回程度の起動、停止時に最大トルクがかかる程度です。
このような使い方を前提にしてカップリングの伝達トルクを表現すると常用トルク、最大トルクといった表示になります。
いずれにおいてもカップリングの最大トルク、許容トルクを超えての使用は出来ません。
- バランスについて教えてください
- バランスはJISでは“つり合い良さ”で規定されています。(→つり合い良さの詳しい資料はこちら)
①回転体のつり合いとは、回転体(カップリング等)が回転するときに生じる質量分布の不均衡です。例えば、コマの端に重りを付けて回すと、その重りの質量分の不均衡がコマに生じます。
逆に、その質量の不均衡分を不釣り合い量と呼び、最終的には質量で表現します。
②不釣り合い量が大きい場合は、一般的にバランスが悪いと言いますが、この様な状態で回転させると振動が発生します。
また、この振動の大小は、不釣り合い量の大小と回転数の違いによっても異なります。不釣り合い量が大きいときに回転数を上げると振動は大きくなります。
逆に不釣り合い量が小さくて回転数が少ない場合は、振動は小さくなります。
③回転体が持っている不釣り合い量を修正して小さくすることを、一般的にはバランス取り、JISでは「釣り合わせ」と呼んでいます。
釣り合わせには、回転体の不釣り合い量を1カ所で修正する1面釣り合わせと、2カ所で修正する2面釣り合わせがあります。
④JISでは、釣り合わせの規格をG□□で表し、つり合い良さの等級と呼びます。
例えばG6.3、G100、G4000とGの後の数字に幅があります。
この数字が等級を表し、数字が小さい程つり合いが良いとされ、つり合い良さの等級が高いとされます。
等級が高い程、精密な機械の回転体に使用されます。当社で扱っているカップリングの釣り合わせは、G2.5~G16の間の等級でバランス取りをしています。
⑤バランス取りは、不釣り合い量分の質量を除去しながら行います。つり合い良さの等級に合う不釣り合い量の質量は、計算によって求めます。
つり合い良さの等級が高いと、除去する不釣り合い量分の質量が小さくなりますので、バランス取りに時間がかかります。
また、バランス取り機で修正したカップリングを一度はずし、再度取り付けてから測定すると、不釣り合い量が異なることがあります。またカップリングの取り付けや心出し精度に依存します。
これをバランスの再現性と呼びます。

- カップリングの使用温度について教えてください
- 使用温度範囲は、カップリングの材料や仕様により異なります。
例えば当社のゴムカップリングで使用されている天然ゴムは、-40℃の低温ではガラス化し、120℃の高温では表面が硬化し、シワや亀裂が入り易くなります。そのためゴムカップリングの使用温度範囲は、-30℃~95℃の間で設定しています。
同様に、アルミやステンレスを使用しているカップリングは、高温下において熱膨張を起こすことが考えられますので、安全を見て最高でも120℃にしています。
条件によっては使用温度範囲外で使用することが可能な場合もありますが、寿命が短くなるなど、本来の仕様を満たさなくなるおそれがあります。
→ カップリングごとの詳しい使用温度については各製品ページからカタログをダウンロードするか、「無料カタログ請求」からカタログを請求してください。
- 取り付け誤差によるカップリングの伝達効率の低下はありますか
- あります。
弾性カップリングの場合その取り付け誤差はたわみ材(ゴム、プラスチック、金属)の変形により吸収します、しかしたわみ材の変形から軸受け等に反力を発生します。
つまりモータから発生した動力はカップリング部分による軸受けへの反力により、若干食われるわけです。
したがって動力を若干失うことになりますので、伝達効率は低下します。
以上のように、伝達効率を考えると取付誤差が小さいほど伝達効率は良く、取り付け誤差による軸受けへの反力が小さいほど伝達効率は良くなります。
- カップリングの角速度変化ってなんですか?
- 角速度変化とは、駆動側が等速回転(一定回転)で回っているのに、カップリングを介することによって発生してしまう出力側回転速度の微妙な回転むらを言います。
一般的なカップリングにおいては、ある程度の取付誤差がある場合、多かれ少なかれ伝達側に角速度変化を生じます。
しかし1°以下の偏角では1%程度の角速度変化率であり、あまり問題になりません。
(等速性の要求される特殊装置は別です)
- 角速度変化を抑えるためにはどうすればいいですか?
- 偏心量、偏角量をゼロに近づけることにより、角速度変化を抑える事ができます。
特にサーボフレックスカップリングのダブルエレメントモデルは取り付け誤差に対する角速度変化が小さく、角度検出器の用途に最適です。
大きな取り付け誤差で等速性を要求される場合は、等速ジョイント等を推奨します。
- 電気絶縁性が高いカップリングはありますか?
- 一般的にゴムや樹脂系のカップリングは、絶縁効果があります。
但し、絶縁性にもレベルがあり、安易に絶縁性があるとはいえません。
材料や形状により、ゴム&樹脂のカップリングでも絶縁性の低いものがあるので確認が必要です。
例えば、当社のCF-X(樹脂カップリング)の絶縁性は∞Ωですが、CF-A(ゴムカップリング)は0.04~0.3×10^6Ωです。一般的には、10^14Ωで絶縁性があると言われています。
- クリーンルームで使えるカップリングはありますか
- 基本的にクリーンルームで使用する条件として、材料の摩擦から出る微粉末や油分、また錆がでないことが挙げられます。
ただし、クリーンルームの条件により、多少の微粉末レベルは許されることもあります。
カップリングのような伝導関連機器は部品の集合体ですので、必ず摩擦により擦られる部分、応力を受ける部分が存在します。
また、アルミやステンレス材は表面に錆や腐食ができ難いですが、通常の鉄を使用した材料で表面処理していないものは、錆が発生し、そうした場所から、必ず微細な材料の摩耗粉、錆粉等は発生します。
レベルの差はありますが、クリーンルームで使用する他の機械と同様な状態にあると推定すると、ステンレス製や特殊な表面処理を施したカップリングが勧められます。
詳しくはお問い合わせください。
- 最小穴径と下穴の違いはなんですか
- 最小穴径とは、仕上げ加工を施している穴径をいいます。ですからそのまま使用できる穴径の最小値です。
また、下穴とは、穴径を仕上げる前段階として、心出しをしてドリル加工を行った穴径のことです。
穴径を仕上げるのに加工がし易いので、一般的に下穴を設けています。
- 最高回転数はどのように決めていますか
- 一つは材料強度より決定しています。
カップリングのもっとも弱い部分の材料強度により、許容できる周速を求め、カップリング材料の直径と許容される周速より、最高回転数を決定します。
もう一つには、バランスの問題があります。一般的には最高回転はバランスを考慮していません。
したがって高速で使用される場合、バランスの問題を別に検討する必要があり、これらの限度より最高回転数を設定する場合もあります。
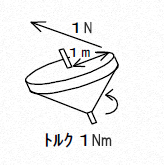
- トルクとは何か?
- 物理学では、モーメントとして表しています。トルクとは、ある回転体を回そうとする力の事で、力と回転の中心からの距離との積(かけ算)で表します。
半径1mのコマをコマの外周接線方向に1N の力で回そうとしたときのトルクは
「1m×1 N=1Nm」となります。
トルクの単位はNmで表します。
- 規定の締付トルクでボルトを締めないとどうなりますか?
- ボルトの締め付けトルクが規定トルクに満たしていないと、ボルト本来の機能を発揮することができません。またボルトが緩むことも懸念されます。この結果、ボルトにせん断力がかかり、最終的にはボルトの破損が生じます。
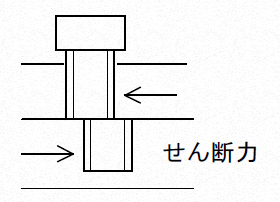
逆にボルトを規定のトルクより強く締め過ぎると、ボルトに応力がかかり過ぎ、破損に至るか、ボルト座面の材料が座屈し、軸力が低下することにより、ボルトが破損したりします。
以上のように、ボルトを規定の締め付けトルクで締め付けないと、カップリングの正規の性能を発揮する事ができない場合があり、また、最悪の場合、製品が破損する事もあります。
- カタログの仕様以上で使用した場合どうなりますか?
- 過大な取付誤差、過大トルク、過大変動トルク、使用雰囲気温度範囲外での使用等が上げられます。
このような条件下では、カップリングとして正規の性能を発揮する事ができない場合があります。
通常はカップリング寿命が短くなります。また、最悪の場合、製品が破損する事もあります。
- カップリングと軸との結合方法はどのようなものがありますか?
- カップリングと軸を結合するには、以下の方法があります。
種類 写真 特長 キー締結 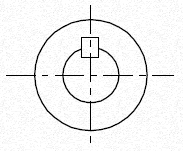
キーによる結合で、カップリング穴と軸にそれぞれキー溝を設け、キーを入れることによりトルク伝達するものです。
この際、セットビスにて締め付けることにより、軸がカップリング穴の側面に押しつけられ、トルクの伝達効率が上がります。
キー結合は、キー溝とキーとの間、穴と軸との間に隙間ができ、負荷によってはこれらの隙間からガタが発生し、バックラッシとなります。セットスクリュー(セットビス)
による締結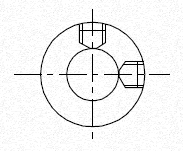
キーを設けずセットビスの締め付けのみで、穴と軸とを結合させる方法です。セットビスの軸力が伝達トルクの大小に影響します。一般的にセットビスでの結合はトルクが得られず、軸に平取りをして伝達トルクをかせぐように設計します。
トルクが小さいか、穴径が小さいカップリング(最大φ20程度)に使用されます。シングルクランプによる締結 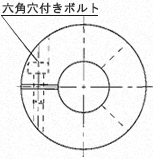
・正逆転のサーボ用途に適応。
・取付が簡単。軸径は35mm以下が多い。ダブルクランプによる締結 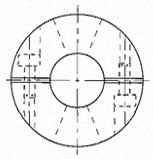
・軸保持力はシングルクランプより高い。
・軸芯が出やすく、微調整が可能(一体型)高精度。
・軸径40mm程度まで
くさび締結
(テーパ締結)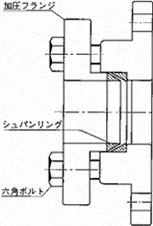
・軸保持力はダブルクランプより更に高い。
・締付けボルト本数が多い、軸方向スペース必要。
・2万回転以上の高速対応。
- バックラッシとねじり遅れの違いは?
- バックラッシはカップリングが持っている機械的なガタのことです。機械部品を組み合わせると、キーや軸のはめあいや、部品間の隙間から回転方向にガタが発生することがあります。
これをバックラッシと呼びます。例えば正転から逆転に回転を切り換えたとき、ある角度範囲でトルク伝達しない部分のことです。回転、位置決め精度を要求されるサーボモータ等に使用するカップリングには、バックラッシは不適です。
ねじり遅れはバックラッシとは厳密には異なります。
ねじり遅れは、特にねじり剛性の柔らかいカップリングに顕著に見られます。
たとえば、ゴムカップリングなどはトルクがかかってからトルクを伝達できる状態になるまで、ゴムが回転方向に圧縮されます。駆動側が回転を始め、ゴムはトルクが伝達できる状態まで圧縮され、始めて従動側が回転を始めます。
駆動側が回転を始めた初期状態から負荷を受け、従動側が回転を始める状態に移行するまでのことをねじり遅れと呼びます。
バックラッシにせよ、ねじり遅れにせよカップリングに位置決め精度が要求される場合には使用できません。
ただしねじり遅れは逆にその特性から、回転時の変動トルクや振動を吸収するので、位置決め精度は関係のないエンジン等に使用するカップリングに用いられます。
- キーの加工公差にはどのようなものがありますか?
-
JIS規格では、穴と軸、キーとキー溝等のはめあいについて規定しています。
(→はめあい公差一覧表)
はめあいとは、穴と軸の組み合わせる前の寸法の差から生じる関係のことです。
はめあいには等級があり、記号ITに等級を表す数字を付けて表します。
その等級により、はめあいの隙間が決まってきます。
大きく分けてはめ合いには、すきまばめ、中間ばめ、しまりばめがあります。
中間ばめやしまりばめは、組み立てるときに圧入または叩いて入れる必要があるので、三木プーリのカップリングの場合は、すきまばめでの使用をお願いしています。
私たちが普段使用している平行キーの場合、現在のJIS(新JIS)規格ではキーの寸法を規定し、それに対してキー溝の寸法を2種類に分けて規定しています。
この公差がP9(精級)、Js9(並級)です。
ところが、三木プーリの標準穴加工規格ではH9級で加工しています。P9級、Js9級共キーとキー溝が締まりばめ、中間ばめになるので勧めていません。
H9級はすきまばめで組み立て易く、性能的に問題ないからです。
JIS規格は1976年にキーの規格が変更しました。それ以前の規格を旧JIS規格、それ以降の規格を新JIS規格と呼び、区別しています。
旧JIS規格は1種、2種があり、三木プーリの標準穴加工規格では、公差の大きい2種を採用しています。
このキー溝幅がE9級です。これはすきまばめですので使用上問題ありません。
また新規格モータ対応という規格が新JIS、旧JISの他に規定しています。
これは、新しい規格で製作したモータのキー寸法が、JIS規格とは若干異なるものです。
新JIS、旧JIS、新規格モータ対応規格は、穴径に対するキー幅、公差等が異なるため、混同しないよう確認が必要です。
→ 三木プーリ カップリング標準穴加工規格
- カップリングの最大取り付け誤差以上で使用するとどうなりますか?
- カップリングの種類、エレメント等によって結果は異なりますが、一般的に、安全率を見ていますので、取り付け誤差の大きさにもよりますが、即破損はしません。しかし寿命は短くなり、要素部品が破損に至り、回転物のため飛散することが考えられ、非常に危険です。 したがって、最大取り付け誤差以上での使用はできません。
熟練の技術者がお客様の設備に合わせたカップリングを選定いたします!
お客様の設備になにかお困りごとはありませんか?
三木プーリではお客様の設備に合わせた適切なカップリングを、多数のバリエーションの中から選定・カスタマイズいたします!
以下のフォームからお気軽にご相談ください!