Mechanical Properties of Steel Bolts and Screws (Excerpt from JIS B 1051-2000)
2026/05/07
Mechanical Properties by Strength Grade
| Mechanical Properties | Strength Classifications | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 3.6 | 4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 × 2 | 10.9 | 12.9 | |||||
| Nominal d ≤ 16*1 | d > 16*1 | |||||||||||||
| Tensile strength Rm *3 *4 [N/mm²] | Nominal | 300 | 400 | 500 | 600 | 800 | 800 | 900 | 1,000 | 1,200 | ||||
| Minimum | 330 | 400 | 420 | 500 | 520 | 600 | 800 | 830 | 900 | 1,040 | 1,220 | |||
| Hardness | Vickers hardness HV | Minimum | 95 | 120 | 130 | 155 | 160 | 190 | 250 | 255 | 290 | 320 | 385 | |
| Max | 220*5 | 250 | 320 | 335 | 360 | 380 | 435 | |||||||
| Brinell hardness HB | Minimum | 90 | 114 | 124 | 147 | 152 | 181 | 238 | 242 | 276 | 304 | 366 | ||
| Max | 209*5 | 238 | 304 | 318 | 342 | 361 | 414 | |||||||
| Rockwell hardness | HRB | Minimum | 52 | 67 | 71 | 79 | 82 | 89 | - | - | - | - | - | |
| Max | 95.0*5 | 99.5 | - | - | - | - | - | |||||||
| HRC | Minimum | - | - | - | - | - | - | 22 | 23 | 28 | 32 | 39 | ||
| Max | - | 32 | 34 | 37 | 39 | 44 | ||||||||
| Surface hardness: HV0.3 | Maximum | - | *6 | |||||||||||
| Yield strength: ReL *7 [N/mm²] | Nominal | 180 | 240 | 320 | 300 | 400 | 480 | - | ||||||
| Minimum | 190 | 240 | 340 | 300 | 420 | 480 | - | |||||||
| 0.2% proof stress: Rp0.2 * 8 [N/mm²] | Nominal | - | 640 | 640 | 720 | 900 | 1,080 | |||||||
| Minimum | - | 640 | 660 | 720 | 940 | 1,100 | ||||||||
| Guaranteed load stress | Stress ratio | 0.94 | 0.94 | 0.91 | 0.93 | 0.90 | 0.92 | 0.91 | 0.91 | 0.90 | 0.88 | 0.88 | ||
| [N/mm²] | 180 | 225 | 310 | 280 | 380 | 440 | 580 | 600 | 650 | 830 | 970 | |||
| Elongation at break δ [%] | Minimum | 25 | 22 | - | 20 | - | - | 12 | 12 | 10 | 9 | 8 | ||
| Wedge tensile strength | Must not be less than the minimum tensile strength | |||||||||||||
| Impact strength [J] | Minimum | - | 25 | - | - | 30 | 30 | 25 | 20 | 15 | ||||
| Head Impact Strength | Must not be damaged | |||||||||||||
| Height of the non-decarburized portion of the thread山 E | Minimum | - | 1/2H1 | 2/3H1 | 3/4H1 | |||||||||
| Depth of fully decarburized section G [mm] | Maximum | - | 0.015 | |||||||||||
- For structural steel bolts with a strength class of 8.8, the classification is based on a nominal thread diameter of 12 mm.
- Strength Class 9.8 applies only to screws with a nominal diameter of 16 mm or less.
- The minimum tensile strength applies to products with a nominal length of 2.5d or more; for products with a nominal length of less than 2.5d or those that cannot be subjected to a tensile test (e.g., those with special head shapes), the minimum hardness applies.
- For tensile tests conducted on the product in its as-is condition, use a value calculated based on the minimum tensile strength Rm,min.
- The hardness of the threaded ends of bolts, screws, and anchor bolts shall not exceed 250 HV, 238 HB, or 99.5 HRB.
- For products in strength classes 8.8 to 12.9, the difference between the surface hardness and the internal hardness, measured using the Vickers hardness scale (HV0.3), must not exceed 30 points. However, for products in strength class 10.9, the surface hardness must not exceed 390 HV.
- For materials for which the yield point ReL cannot be measured, use the 0.2% proof stress Rp0.2. The ReL values for strength classes 4.8, 5.8, and 6.8 are intended for calculation purposes only and are not test values.
- The yield stress ratio and minimum 0.2% proof stress (Rp0.2), as specified in the strength classification guidelines, apply to tests conducted on machined test specimens. If these values are determined through testing of the actual product, they may vary due to factors such as the manufacturing method or the nominal diameter of the screw.
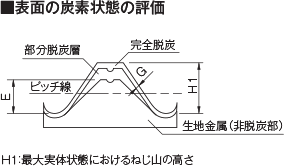
The values of H1 and (E min)
Unit [mm]
| Screw pitch P | 0.5 | 0.6 | 0.7 | 0.8 | 1 | 1.25 | 1.5 | 1.75 | 2 | 2.5 | 3 | 3.5 | 4 | ||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| H1 | 0.307 | 0.368 | 0.429 | 0.491 | 0.613 | 0.767 | 0.920 | 1.074 | 1.227 | 1.534 | 1.840 | 2.147 | 2.454 | ||
| E (Minimum) | Strength Class | 8.8, 9.8 | 0.154 | 0.184 | 0.215 | 0.245 | 0.307 | 0.384 | 0.460 | 0.537 | 0.614 | 0.767 | 0.920 | 1.074 | 1.227 |
| 10.9 | 0.205 | 0.245 | 0.286 | 0.327 | 0.409 | 0.511 | 0.613 | 0.716 | 0.818 | 1.023 | 1.227 | 1.431 | 1.636 | ||
| 12.9 | 0.230 | 0.276 | 0.322 | 0.368 | 0.460 | 0.575 | 0.690 | 0.806 | 0.920 | 1.151 | 1.380 | 1.610 | 1.841 | ||
Mechanical Properties and Maximum Tightening Torque of Hex Socket Head Cap Screws (for Class 10.9 and 12.9 Fine Thread Screws)
For reference
| Nominal d | Effective cross-sectional area [mm²] | Minimum tensile load [N] | Yield load [N] | Guaranteed load [N] | Maximum allowable axial force F [N] | (Tf max.) Maximum tightening torque [N·m] | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| When K = 0.17 | When K = 0.25 | ||||||||||||
| 10.9 | 12.9 | 10.9 | 12.9 | 10.9 | 12.9 | 10.9 | 12.9 | 10.9 | 12.9 | 10.9 | 12.9 | ||
| M1.6 | 1.27 | 1,320 | 1,550 | 1,190 | 1,390 | 1,050 | 1,230 | 832 | 976 | 0.23 | 0.27 | 0.33 | 0.39 |
| M2 | 2.07 | 2,150 | 2,530 | 1,940 | 2,270 | 1,720 | 2,010 | 1,360 | 1,590 | 0.46 | 0.54 | 0.68 | 0.80 |
| M2.5 | 3.39 | 3,530 | 4,140 | 3,170 | 3,720 | 2,810 | 3,290 | 2,220 | 2,610 | 0.94 | 1.11 | 1.39 | 1.63 |
| M3 | 5.03 | 5,230 | 6,140 | 4,710 | 5,520 | 4,180 | 4,880 | 3,300 | 3,870 | 1.68 | 1.97 | 2.47 | 2.90 |
| M4 | 8.78 | 9,130 | 10,700 | 8,220 | 9,640 | 7,290 | 8,520 | 5,750 | 6,750 | 3.91 | 4.59 | 5.75 | 6.75 |
| M5 | 14.2 | 14,800 | 17,300 | 13,300 | 15,600 | 11,800 | 13,800 | 9,300 | 10,900 | 7.91 | 9.28 | 11.6 | 13.6 |
| M6 | 20.1 | 20,900 | 24,500 | 18,800 | 22,100 | 16,700 | 19,500 | 13,200 | 15,400 | 13.4 | 15.8 | 19.8 | 23.2 |
| M8 | 36.6 | 38,100 | 44,600 | 34,300 | 40,200 | 30,400 | 35,500 | 24,000 | 28,100 | 32.6 | 38.3 | 48 | 56.3 |
| M10 | 58.0 | 60,300 | 70,800 | 54,300 | 63,700 | 48,100 | 56,300 | 38,000 | 44,600 | 64.6 | 75.8 | 95 | 111 |
| M12 | 84.3 | 87,700 | 103,000 | 78,900 | 92,600 | 70,000 | 81,800 | 55,200 | 64,800 | 113 | 132 | 166 | 194 |
| M14 | 115 | 120,000 | 140,000 | 108,000 | 126,000 | 95,500 | 112,000 | 75,300 | 88,400 | 179 | 210 | 264 | 309 |
| M16 | 157 | 163,000 | 192,000 | 147,000 | 172,000 | 130,000 | 152,000 | 103,000 | 121,000 | 280 | 328 | 411 | 483 |
| M18 | 192 | 200,000 | 234,000 | 180,000 | 211,000 | 159,000 | 186,000 | 126,000 | 148,000 | 385 | 452 | 566 | 664 |
| M20 | 245 | 255,000 | 299,000 | 229,000 | 269,000 | 203,000 | 238,000 | 161,000 | 188,000 | 546 | 640 | 803 | 942 |
| M22 | 303 | 315,000 | 370,000 | 284,000 | 333,000 | 252,000 | 294,000 | 199,000 | 233,000 | 742 | 871 | 1,090 | 1,280 |
| M24 | 353 | 367,000 | 431,000 | 330,000 | 388,000 | 293,000 | 342,000 | 231,000 | 271,000 | 944 | 1,110 | 1,390 | 1,630 |
| M27 | 459 | 477,000 | 560,000 | 430,000 | 504,000 | 381,000 | 445,000 | 301,000 | 353,000 | 1,380 | 1,620 | 2,030 | 2,380 |
| M30 | 561 | 583,000 | 684,000 | 525,000 | 616,000 | 466,000 | 544,000 | 368,000 | 431,000 | 1,870 | 2,200 | 2,760 | 3,230 |
K: Torque coefficient
Notes
- The minimum tensile load and guaranteed load in the table above are based on JIS B 1051:2000.
- Yield load = Ultimate strength (lower yield point) × Effective cross-sectional area
- The maximum allowable axial force is approximately 0.7 times the yield load, and the maximum tightening torque (Tfmax) is calculated as the torque coefficient (K) multiplied by the maximum allowable axial force (F) and the nominal diameter (d).
- Value of torque coefficient K = 0.17: Oil lubrication, fastened material SS400, fastened surface finish approximately 25S, female thread material SS400, female thread accuracy 6g or Grade 2
- For a value of K = 0.25: electrogalvanized coating, fastened material SS400, fastened surface finish approximately 25S, female thread material SCM, female thread accuracy 6g or Grade 2
- Note: If the material of the female thread mentioned above is SS400, the value of K is 0.35.
Recommended tightening torque (Tf)
- The recommended tightening torque (Tf) varies depending on the tool used, as there can be variations in the initial tightening force.
-
Recommended tightening torque (Tf) = Tool-specific value × Maximum tightening torque (Tfmax)
- Figures by Tool Type
- 1) When tightening by hand: 0.65 Tfmax.
- 2) When using an impact driver or power driver: 0.75 Tfmax.
- 3) When using a torque wrench or a wrench with torque limiting function: 0.85 Tfmax.
- 4) For torque wrenches: 0.9 Tfmax.
Note: The values above are for reference only. When using these products, please determine the proper tightening torque in accordance with JIS B 1083, 1084, and other relevant standards.
Other Technical Documents
↓You can download the following technical documents as a single PDF file.
Specifications
Hole Machining, Tolerances, and Fits
Calculations, Conversions, Formulas, and Units
Machine Elements
- Hexagon Socket Head Cap Screw Standards List | Excerpt from JIS B 1176
- Shapes and Dimensions of Hexagon Socket Set Screws (Excerpt from JIS B 1177-1997)
- Shapes and Dimensions of Hex Bolts (Component Grade A) (Excerpt from JIS B 1180-1985)
- How to Use Hex Socket Set Screws
- Mechanical Properties of Steel Bolts and Screws (Excerpt from JIS B 1051-2000)
- Shapes and Dimensions of Hexagonal Wrenches (Hex Wrenches/L-Wrenches/Hex Wrenches) (Excerpt from JIS B 4648:2008)
- List of Standards for Dimensions and Tolerances of Parallel Keys and Keyways (Excerpt from JIS B 1301-1996/JIS B 1301-1959 [Old JIS])
- Snap Rings (C-Type Retaining Rings/C-Rings) Standards and Dimensions List (Excerpt from JIS B 2804-2010)
- Shim Dimensions
- Ball Bearing Standard Dimensions Table - JIS Excerpt
Material Properties
Terminology
- Glossary of Electromagnetic Clutch and Electromagnetic Brake Terms (Excerpt from JIS B 1404-1:2005)
- Glossary of Screw Terms (JIS B 0101:2013)
- Glossary of Fit Tolerances (Excerpt from JIS B 0401-1:2016)
- Glossary of Terms for Chains, Sprockets, and Accessories (Excerpt from JIS B 1812:2015)
- Glossary of Friction Belt Transmission Terms (Excerpt from JIS B 1860:2018)
- Technical Drawing—Terminology (Excerpt from JIS Z 8114:1999)